質檢總局抽查機械密封件產品質量 合格率為99.5%
為了保障使用者的人身安全,促進機械密封件行業健康發展,國家質檢總局組織對機械密封件產品質量進行了國家監督抽查。共抽查了天津、遼寧、上海、江蘇、浙江、四川、陜西等7個省、直轄市29家企業生產的29種產品(不涉及出口產品),產品實物質量抽樣合格率為99.5%。
此次抽查依據推薦性國家標準JB/T4127.1-1999《機械密封技術條件》、JB/T6619.1-1999《輕型機械密封技術條件》、JB/T6373-1992《焊接金屬波紋管機械密封技術條件》、GB/T14211-1993《機械密封試驗方法》、JB/T6619-1993《輕型機械密封試驗方法》、JB/T7369-1994《機械密封端面平面度檢驗方法》等標準規定的要求,對機械密封件產品的硬質密封環平面度、石墨環和四氟波紋管滲漏、主要零件公差、氣密性、靜壓試驗泄漏量、運轉試驗泄漏量、運轉試驗磨損量等7個項目進行了檢驗。
抽查結果表明,一是通過國家監督抽查促進了企業質量意識的提高,加強了質量管理,此次抽查的硬質密封環平面度、石墨環和四氟波紋管滲漏、主要零件公差、靜壓試驗泄漏量等項目單項符合率達到100%。二是市場佔有率較高的大型生產企業產品質量較好,所檢項目全部達到國家標準規定的要求。
抽查中發現的主要質量問題:
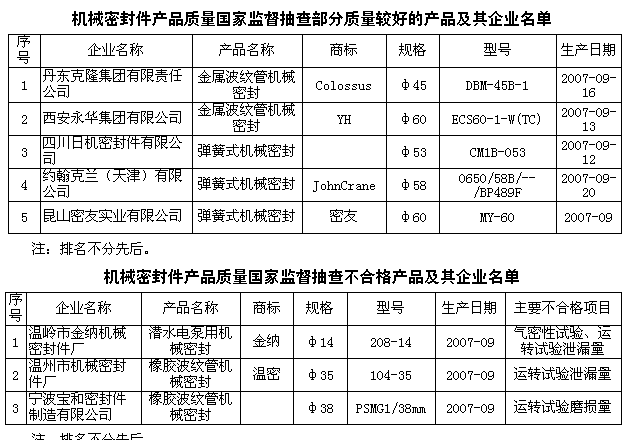
1、個別產品運轉試驗泄漏量不合格。JB/T4127.1-1999《機械密封技術條件》標準規定,當密封介質為液體時,機械密封運轉試驗的平均泄漏量:軸(或軸套)外徑不大于50mm時,泄漏量不大于3mL/h;軸(或軸套)外徑大于50mm時,泄漏量不大于5mL/h。抽查中有個別產品運轉試驗泄漏量不合格。其中有1種產品運轉試驗時因橡膠波紋管斷裂而發生噴漏,致使運轉試驗無法繼續進行。另1種軸徑為35mm產品,各測量時間單元中最大的平均泄漏量為31.5mL/h,超過標準規定的要求。
2、個別產品碳石墨密封環磨損量不合格。為了滿足機械密封使用期的要求,JB/T4127.1-1999《機械密封技術條件》標準規定,以清水為介質進行試驗,運轉100h軟質材料的密封環磨損量不大于0.02mm。抽查中個別產品石墨密封環磨損量超過標準規定的要求。
3、個別產品氣密性試驗不合格。JB/T6619.1-1999《輕型機械密封技術條件》標準規定,輕型機械密封產品出廠前,應將每套產品在最高工作壓力下做氣密性試驗,持續1min不得有可見氣泡。抽查中有個別產品氣密性試驗不合格。
針對抽查中發現的主要質量問題,國家質檢總局已責成各地質量技術監督部門嚴格按照產品質量法等有關法律法規的規定,對抽查中產品質量不合格的企業依法進行處理,限期整改。同時,對抽查中質量較好的企業,加大宣傳力度,引導消費。國家質檢總局將繼續對機械密封件產品質量進行跟蹤抽查,促使機械密封件行業整體質量水平的提高。
機械密封件常識
機械密封件屬于精密、結構較為復雜的機械基礎元件之一,是各種泵類、反應合成釜、透平壓縮機、潛水電機等設備的關鍵部件。其密封性能和使用壽命取決于許多因素,如選型、機器的精度、正確的安裝使用等。
一、選型方法
機械密封按工作條件和介質性質的不同,有耐高溫、耐低溫機械密封,耐高壓、耐腐蝕機械密封,耐顆粒介質機械密封和適應易汽化的輕質烴介質的機械密封等,應根據不同的用處選取不同結構型式和材料的機械密封。
選型的主要參數有:密封腔體壓力(MPa)、流體溫度(℃)、工作速度(m/s)、流體的特性以及安裝密封的有效空間等。
選型的基本原則為:
1. 根據密封腔體壓力,確定密封結構採用平衡型或非平衡型,單端面或雙端面等。
2. 根據工作速度,確定採用旋轉式或靜止式,流體動壓式或非接觸型。
3. 根據溫度及流體性質,確定摩擦副和輔助密封材料,以及正確選擇潤滑、衝洗、保溫、冷卻等機械密封循環保護係統等。
4. 根據安裝密封的有效空間,確定採用多彈簧或單彈簧或波形彈簧,內裝式或外裝式。
二、機械密封的安裝與使用要求
1. 機械密封對機器精度的要求(以泵用機械密封為例)
(1)安裝機械密封部位的軸(或軸套)的徑向跳動公差最大不超過0.04∼0.06mm。
(2)轉子軸向竄動不超過0.3mm。
(3)密封腔體與密封端蓋結合的定位端面對軸(或軸套)表面的跳動公差最大不超過0.04∼0.06mm。
2. 密封件的確認
(1)確認所安裝的密封是否與要求的型號一致。
(2)安裝前要仔細地與總裝圖對照,零件數量是否齊全。
(3)採用並圈彈簧傳動的機械密封,其彈簧有左、右旋之分,須按轉軸的旋向來選擇。
3. 安裝
安裝方法隨機械密封型式、機器的種類不同而有所不同,但其安裝要領幾乎都相同,安裝步驟和注意事項如下:
(1)安裝尺寸的確定
安裝時,應按產品的使用說明書或樣本,保證機械密封的安裝尺寸。
(2)裝入前,軸(軸套)、壓蓋應無毛刺,軸承狀況良好;密封件、軸、密封腔、壓蓋都應該清洗幹凈。為減少摩擦阻力,軸上安裝機械密封的部位要薄薄地涂上一層油,以進行潤滑,考慮到橡膠O形圈的相溶性,若不宜用油,可涂肥皂水。浮裝式靜環不帶防轉銷的結構,不宜涂油,應幹式裝入壓蓋。
(3)先將靜環與壓蓋一起裝在軸上,注意不要與軸相碰,然後將動環組件裝入。彈簧座或傳動座的緊定螺釘應分幾次均勻擰緊。
在未固定壓蓋之前,用手推補償環作軸向壓縮,松開後補償環能自動彈回無卡滯現象,然後將壓蓋螺拴均勻地鎖緊。
4. 使用
(1)當輸送介質溫度偏高、過低、或含有雜質顆粒、易燃、易爆、有毒時,必須採取相應的阻封、衝洗、冷卻、過濾等措施。
(2)運轉前用手盤車,注意轉矩是否過大,有無擦碰及不正常的聲音。
(3)注意旋向,聯軸器是否對中,軸承部位的潤滑油加法是否適當,配管是否正確。
(4)運轉前首先將介質、冷卻水閥門打開,檢查密封腔內的氣體是否全排出,防止靜壓引起泄漏,然後開機運行。
(5)開車後工作是否正常穩定,有無因軸轉動引起的異常轉矩,以及異常響聲和過熱現象。
延伸閱讀










